Горячее лужение укажет причину брака
На всех этапах производства печатные платы проходят контроль разной степени сложности, от простого визуального контроля до проверки на специализируемом оборудовании такого электрического параметра как импеданс (который может включать в себя проверку как на внутренних слоях многослойной печатной платы (далее МПП), так и на внешних).
Являясь технологом процесса «Горячее лужение», я пришел к выводу, что этот техпроцесс – самый точный «производственный» индикатор качества печатных плат, и вот почему:
Горячее лужение – это погружение медной (в большинстве случаев) печатной платы в расплавленный припой олова-свинца или просто олова, при этом происходит кратковременный термоудар, который частично «отнимает» ресурс платы! И благодаря этому термоудару мы можем обнаружить на печатных платах следующие дефекты:
Вздутия, побеления и даже расслоение МПП.
Дефект может быть вызван многими причинами, такими, как неисправность оборудования, некачественный материал, нарушение режима прессования и т.д. К сожалению, не сохранил у себя фотографию МПП, которая простонапросто открылась в ванне с жидким припоем. Как оказалось, прессовщики забыли положить листы препрега между внутренними слоями. Такое на производстве случается крайне редко, но бывает, человеческий фактор.

Вздутие МПП в области технологического поля
Остатки защитной паяльной маски (далее ЗПМ) на контактных площадках или ламелях под пайку, так как при получении рисунка маски под желтым светом иногда проблематично разглядеть потенциальный дефект.
Некачественное дубление ЗПМ: если паяльная маска окончательно не заполимеризовалась, то частички припоя начнут оставаться в порах паяльной маски. Данный пункт определяется ГОСТ Р 54849-2011 «МАСКА ПАЯЛЬНАЯ ЗАЩИТНАЯ ДЛЯ ПЕЧАТНЫХ ПЛАТ» п.5.11.2 Стойкость к припоям.

Непролуженные контактные площадки вследствие недопроявления защитной паяльной маски и остатков проявочного содового раствора
Отслоение металлизации как в столбиках отверстий, так и в металлизированном контуре. Нужно иметь ввиду, что причины отслоения в отверстиях и в металлизированных контурах могут быть совершенно разными.
Недостаточно высокое качество другого финишного покрытия в случае изготовления печатных плат с комбинированным покрытием, например, когда торцевые контакты покрыты гальваническим серебром, а остальной рисунок схемы должен быть луженым.

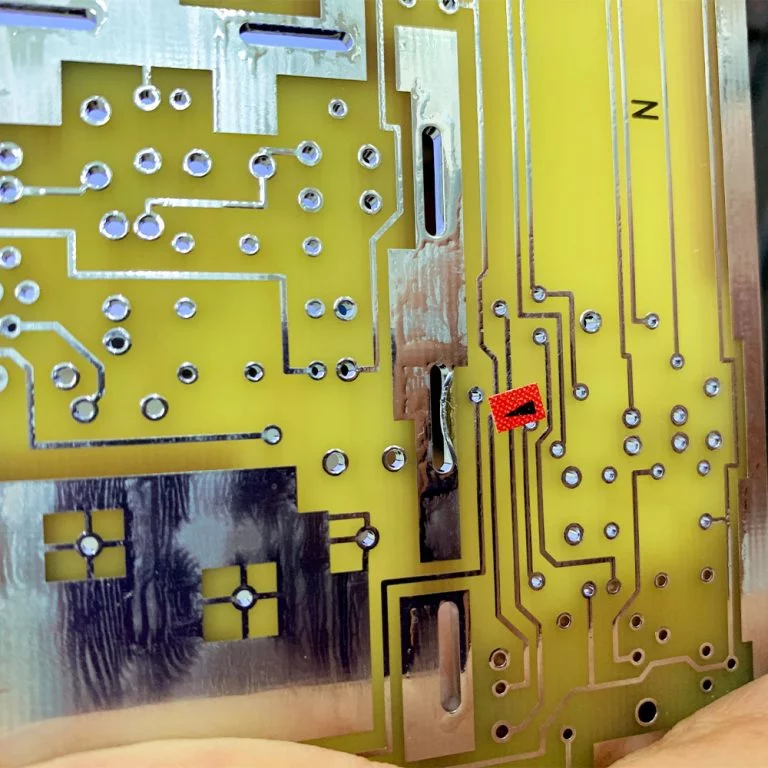
Отслоение металлизации в пазах в следствие некачественной механической обработки
Печатная плата с комбинированным покрытием Гальваническое серебро+ГорПОС
В случае использования припоя олово-свинец возможна проверка качества покрытия иммерсионного олова. Как показала практика, при соблюдении всех требований к процессу иммерсионного оловянирования, данное покрытие прекрасно лудится припоем ПОС-63.

Не полностью пролуженные участки контактных площадок, покрытых иммерсионным оловом
Брак базового материала

После повторного погружения в горячий припой часть нитей стеклоткани приобрела коричневатый оттенок

Четкое проявление сплетений нитей материала ФАФ-4Д после погружения в ванну с припоем
Неидеальная заточка сверел: при сверлении некачественно заточенными сверлами происходит частичный вырыв нитей стеклоткани. В места вырывов нитей может просочиться часть растворов, которые в дальнейшем будут «заперты» гальванической медью. При резком термоударе частицы растворов вскипают, образуя тем самым зоны побеления.
Недостаточное качество припрессованной покровной пленки при производстве гибких и гибко-жестких печатных плат

Побеление в близкорасположенных отверстиях после процесса горячего лужения

Локальное отслоение покровной пленки после третьего перелуживания
Ошибка в режимах сушки временных резистов локальной защиты. При изготовлении печатных плат с комбинацией финишных покрытий необходимо учитывать режимы нанесения временных резистов локальной защиты и их качество.

Растекание резиста локальной защиты и, как следствие, пролуженные контактные площадки, которые были покрыты гальваническим жестким золотом

Разрыв внутренних волокон печатной платы на основе материала ФАФ-4Д
Нарушение технологии: при изготовлении печатных плат комбинированным методом из материала ФАФ-4Д не был учтен тот факт, что материал гигроскопичен и при резком термоударе «запертые» частицы растворов начинали вскипать и рвать нити лакоткани изнутри.
Низкая пластичность медного осадка. Многократный термоудар — хороший тест для проверки пластичности гальванической меди.

Линейное расширение меди после 4-х кратного термоудара.

Приподняло контактные площадки, но при этом не образовалось разрывов между столбиком металлизации и внутренними слоями

Шелушение ЗПМ по причине некачественной механической подготовки поверхности

Шелушение маски от поверхности материала ФАФ-4Д. Для подготовки поверхности перед нанесением ЗПМ для СВЧ-материалов «классическая» механическая, ну и тем более химическая подготовка не подходят
Инженер-технолог технологического бюро ООО «ТЕХНОТЕХ»
Э.Ю. Смоленцев