Процесс горячего лужения как индикатор качества производства печатных плат

Горячее лужение – это процесс облуживания медного проводящего рисунка печатной платы путем кратковременного погружения заготовки с печатными платами в ванну с расплавленным припоем олова-свинца или просто олова с последующей быстрой выемкой и обдувом заготовки горячим воздухом для удаления излишков припоя и выравнивания покрытия.
Данный тип финишного покрытия имеет ряд косвенных преимуществ, о которых рассказал инженер-технолог технологического бюро ООО «ТЕХНОТЕХ» Э.Ю. Смоленцев.
Печатная плата, прошедшая процесс горячего лужения и испытавшая на себе кратковременный термоудар, может выявить следующие дефекты:
- Вздутие, побеление и даже расслоение многослойной печатной платы. Дефект может быть вызван различными причинами, такими, как например, неисправность оборудования, использование некачественного материала, нарушение режима прессования и т.д.

Побеление на МПП
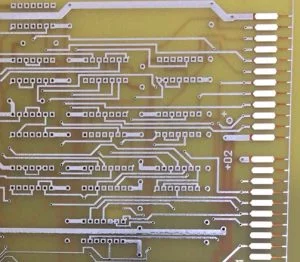
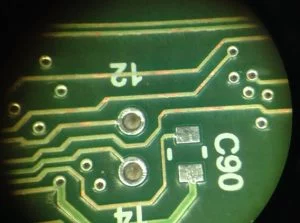
- Недопроявление, то есть видны остатки защитной паяльной маски на контактных площадках или «ламелях» под пайку

Непролуженные контактные площадки по причине недопроявления защитной паяльной маски.
- Качество сушки паяльной маски (дубления). Если паяльная маска окончательно не заполимеризовалась, то частички припоя останутся в порах паяльной маски. Данный пункт определяется ГОСТ Р 54849-2011 «МАСКА ПАЯЛЬНАЯ ЗАЩИТНАЯ ДЛЯ ПЕЧАТНЫХ ПЛАТ» п.5.11.2 Стойкость к припоям.
- Отслоение металлизации как в столбиках отверстий, так и по периметру платы при наличии металлизированного контура. Но нужно иметь ввиду, что причины отслоения в отверстиях и в металлизированных контурах могут быть совершенно разными
Отслоение металлизации в пазах в следствие некачественной механической обработки.
Отслоение металлизации в «столбике» отверстия по причине некачественной подготовки/очистки отверстий в следствии нестабильной работы раствора перманганатной очистки или понижения концентрата инертного газа при плазменной обработке.
- Некачественное сверление/фрезеровка, например, по причине выбора несоответствующей скорости подачи инструмента для базового материала

Побеление в близкорасположенных отверстиях после процесса горячего лужения.
В вырывах стеклоткани в процессе предварительной металлизации были «заперты» остатки растворов, которые при термоударе начинают вскипать, продолжая разрушать структуру стеклоткани.
- Недостаточно высокое качество растворов другого финишного покрытия. В случае изготовления печатных плат с комбинированным покрытием, например, когда торцевые контакты покрыты гальваническим серебром, а остальной рисунок схемы должен быть луженым
Печатная плата с комбинированным покрытием
Гальваническое серебро+ГорПОС
В случае использования припоя олово-свинец возможна проверка качества покрытия иммерсионного олова.

Не полностью пролуженные участки контактных площадок, покрытых иммерсионным оловом.
- Качество используемого базового материала

После повторного погружения в горячий припой часть нитей стекловолокна приобрела коричневатый оттенок.
- Некачественно припресованная покровная или склеивающая пленка при производстве гибких и гибко-жестких печатных плат
После третьего погружения в горячий припой началось локальное отслоение покровной пленки.
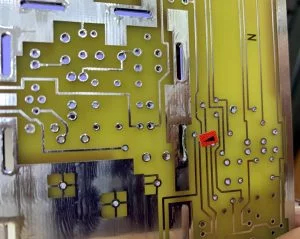
- Неверно подобранный режим сушки временных резистов локальной защиты. При изготовлении печатных плат с комбинацией финишных покрытий необходимо учитывать режимы нанесения временных резистов локальной защиты и их качество
Растекание резиста локальной защиты и как следствие пролуженные контактные площадки, покрытие гальваническим жестким золотом.
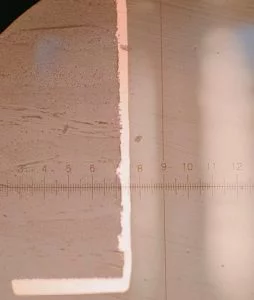
- Низкая пластичность медного осадка. Многократный термоудар — хороший тест для проверки пластичности гальванической меди
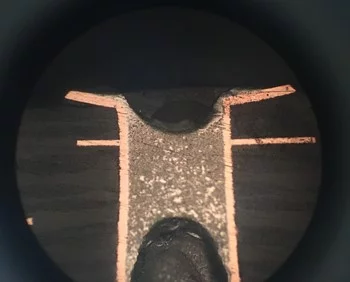
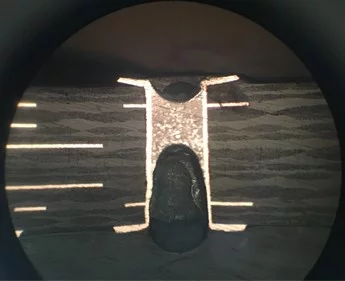
Линейное расширение меди после 4-х кратного термоудара
- Неверно подобранная технология изготовления. При изготовлении печатных плат комбинированным методом из материала ФАФ4-Д не был учтен тот факт, что материал гигроскопичен и при резком термоударе «запертые» частицы раствора вскипели и порвали нити лакоткани изнутри

Разрыв внутренний волокон печатной платы на основе материала ФАФ-4Д
При горячем лужении заготовок на материале ФЛАН не было предусмотрено, что потребуется дополнительная сушка заготовки перед погружением в горячий припой. Вследствие чего произошло вздутие в металлизированных углублениях, отслоение проводников от основания и коробление самой заготовки.

Заготовка печатные плат на материале ФЛАН, пролуженная без предварительной сушки.
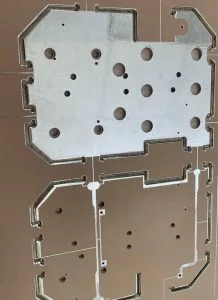
Заготовка печатные плат на материале ФЛАН, пролуженная с предварительной сушкой. Нет вздутий, отслоений, коробления материала.
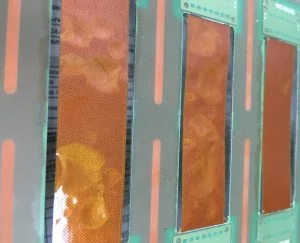
- Адгезия маски к диэлектрикам. Плохая подготовка поверхности перед нанесением паяльной маски – плохая адгезия паяльной маски к диэлектрику
При выравнивании жидкого припоя горячим воздухом в местах с плохой адгезией маски к диэлектрику происходит отшелушивание.

Шелушение маски от поверхности материала ФАФ-4Д. Для подготовки поверхности перед нанесением защитной паяльной маски для СВЧ-материалов «классическая» механическая или химическая подготовки не подходят.
Таким образом, мы видим, что процесс горячего лужения позволяет выявить не мало производственных проблем. Для того, чтобы поддерживать высокое качество выпускаемой продукции, в ООО «ТЕХНОТЕХ» процессу горячего лужения подвергаются как печатные платы, так и шлифы и тестовые купоны.